

以下是:新乡市辉市【优选】辉厚壁无缝钢管源头厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 【优选】辉厚壁无缝钢管供应范围覆盖河南省、新乡市、辉市、红旗区、卫滨区、凤泉区、牧野区、获嘉县、原阳县、延津县、封丘县、长垣市、卫辉市等区域。 【星腾伟业】业务覆盖多元场景,提供以下产品和服务:获嘉无缝钢管实力雄厚品质保障、卫滨无缝钢管精选厂家好货、封丘无缝钢管信誉有保证等。【优选】辉厚壁无缝钢管源头厂家,星腾伟业金属材料(新乡市辉市分公司)为您提供【优选】辉厚壁无缝钢管源头厂家产品案例,联系人:任威,电话:【0527-88266222】、【0527-88266222】。 河南省,新乡市,辉县市 辉县市,西部紧邻太行山脉,主峰九峰山十字岭海拔1732米。是全国首批新农保试点县、科技进步先进县、文化先进县和“中国绿色名县”;河南省城镇化发展重点县、经济扩权县、对外开放重点县和知识产权试点县,共工故里、批革命文物保护利用片区分县。
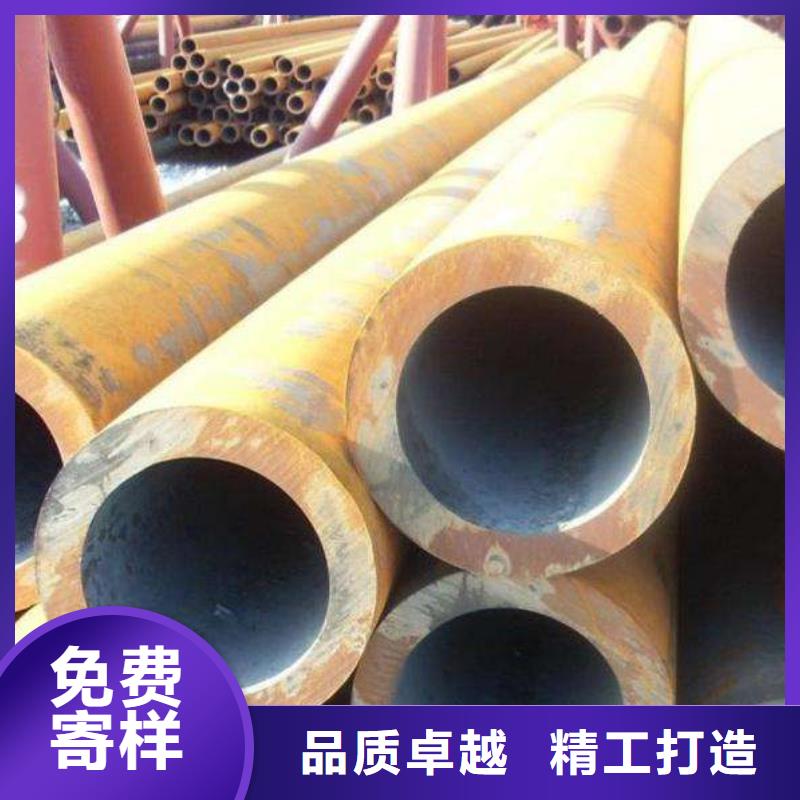
想知道【优选】辉厚壁无缝钢管源头厂家产品有多棒?看视频就够了,它比千言万语都更有说服力!以下是:新乡辉【优选】辉厚壁无缝钢管源头厂家的图文介绍新乡辉星腾伟业金属材料有限公司长期致力于 无缝钢管的革新与开发,在生产实践当中积累了丰富的专业知识。吸收探索世界新发展动态优势,设计开发一系列高新智能 无缝钢管产品。踏实进取,开拓创新,充分利用高新技术,百折不挠地勇攀质量高峰,努力打造成为国际 无缝钢管产品,专业制造与诚信的服务,期待与全世界友人及同行进行广泛的合作与交流。
张力减径工艺是在前后布,的一系列轧辊机架中对荒管进行连续轧制的过程.也是钢管生产中的 一道热变形工序。在这一过程中.采用适当的孔型系列.使荒管外径得以连续减缩,同时凭借机架系列中轧辊转速比例的调节.可以取得预定的璧厚变化。张力减径工艺具有轧制速度高、产品规格范1 大等优点,目的已得到广泛应用。在张力减径过程中.钢管周向变形不均匀.导致钢管内表面由圆形变为多边形,在轧制中厚壁钢管时.该现象尤为严, " .。为了改善和钢管的内多边形缺陷.需要实时测张力减径过程中钢管各个部位的应力、应变及沮度等场盆,但在生产现场,侧 t 这些数据往往比较困难且费时费力.因此利用数值棋拟技术来掌握上述场 t 在张力减径过程中的变化是非常必要的。为了提高产品的壁厚精度.目前国内外许多学者已经利用有限元法针对钢管张力减径过程的壁厚变化规律进行了大证的研究工作,州.并取得了较大的进展。
导致钢管内表面由圆形变为多边形的因索主要有轧辊孔型、张力分布情况、荒管壁厚及轧制沮度等。本文采用革于 MSC . MARC 的有限元分析方法,建立了钢管张力减径过程的有限元热力藕合分析棋型.在其他参数相同的情况下.研究了不同壁厚钢管的张力减径过程.分析了钢管内多边形的形成机理.得到了荒管璧厚和张力系数对钢管内多边形程度的影响规律.可为提高产品的壁厚精度和形状精度提供理论指导。
l 设.主.价数及热力报合有限元板型的盆立
Ll 设备主要参数本文在建立张力减径有限元棋型时.设定的张力减径机组的机架个数为 20 .轧辊的名义直径设定为 345mm ,相邻机架间的距离为 320mm ,荒管的外圆直径为 180 帕 m .成品钢管直径为 79mm 。为了研究荒管璧厚及张力系数对钢管内多边形的影响规伸,在其他参数相同的悄况下.本文选取了 9 种不同壁厚的荒管及对应的张力系数进行有限元模拟.其具体数值如表 l 所示。
《 高温用锻造厚壁无缝钢管 》 冶金行业标准是十 2006 年 7 月山冶余工业信息研究 l 坑中国钢铁下业协会 〔 2006 ] 92 号文 《 关于转发 2006 年行标项日 i 十划的通知 》 下达,确定由内蒙古北方重工业集团有限公司负责标准起草的主要工作。 2006 年 7 月 26 日至 28 日在包头召开了 《 高温用锻造厚壁无缝钢管 》 标准工作组第 · 次工作会议,会卜成立标准编制 l :作组,讨论了标准编制工作进度 i } · 划及 《 高温用锻造厚壁无缝钢管 》 标准编写大纲,确定了标准编制原则。 2006 年 9 月编制工作组完成了 《 高温用锻造厚壁无缝钢管 》 标准草案,且召开了第二次!:作会议,编制工作组认为本标准将正在研制的 4 种牌号的钢管管坯材料经验证后应纳入本标准的征求意见稿。
9 月至 12 月生产部门对 4 种牌号的钢管管坯材料经多炉次冶炼试制及扩容的验证,经理化检测满足使用性能要求。为此,将新研制 4 种牌号的钢管管坯材料纳入本标准的征求意见稿中。 2007 年 1 月初完成了 《 高温用锻造厚壁无缝钢管 》 标准征求意见稿讨论稿及编制说明。讨论稿在公司范围内组织有关专业工程技术人员进行了讨论,根据讨论意见再次进行了修改。在 2007 年 1 月底形成 l 卜式征求意见稿,发住相关单位及院所征求意见。 2007 年 4 月意见返回,反馈意见形成正式征求意见稿,发住相关单位及院所征求意见。
2 007 年 4 月意见返回,反馈意见中有 · 大部分意见都与新牌 GB / T5310 有关,为了与新牌 GB / T53 10 相协调,在新牌 GB / T53 10 审定,并形成报批稿后,根据 GB / T5310 (报批稿),结合各有关单位的反馈意见修改标准征求意见稿,形成现在讨论的审杳稿。
3 编制原则
3 . 1 本标准的技术指标应有一定的先进性及较强的科学性、适用性。 3 . 2 木标准的技术内容与同步正在修订的 GB5310 应协调 · 致。 3 . 3 标准的技术水平达到国内领先水平。化学成份中 S 、 P 含星应比国外同类先进标准控制更加严格。 3 . 1 木标准的编制应以 2006 年 3 月五大锅炉)‘联合市议通过的“高温用铸造厚峡无缝钢管”技术协议基础,补充完善,对新增技术内容进行验证考核。
钢管在轧制或热处理后,因受到外力、热应力或中未给出针对变形较为复杂的厚壁钢管的模型。针组织应力的影响,从而产生弯曲变形。对于钢管端对目前计算压力矫直厚壁钢管行程精度低,通常需部和大直径钢管的弯曲变形,常用压力矫直。
计要重复矫直,效率低下等问题,笔者依据弹塑性理算钢管矫直行程是钢管自动矫直机的关键技术。基论,建立了能用于压力矫直厚壁钢管过程中的载荷于矫直曲率方程2的矫直模型计算必须依据零件挠度模型,反映了压力矫直厚壁钢管的变形机理,此轴线拟合出曲线方程,该曲线方程存在多点测量误模型考虑了截面塑性压扁。
差和人为拟合误差,计算精度受到影响,应用也不方便。文献「1,]使用有限元的方法对计算钢管矫直1弹性阶段的載荷挠度模型
行程进行了研究,所需的时间较长,且没有很好地反映钢管压力矫直过程的变形机理。文献[4]的理论研究中将弹区比假设为定值,且没有考虑截面的塑设压力矫直厚壁钢管的压下力为F,压点与支性压扁,因而产生较大误差。
文献[5]提出了载荷
座的距离为l,钢管内径为r,外径为R,中间截面弹
挠度模型,且证明了该模型具有较高精度,但是该文性极限层距中性层高度为R,R/R=1,n/R=a,钢
【优选】辉厚壁无缝钢管源头厂家_星腾伟业金属材料(新乡市辉市分公司),固定电话:【0527-88266222】,移动电话:【0527-88266222】,联系人:任威,开发区汇通物流园B115。









