


以下是:广东省东莞市滚丝机多家合作案例的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 滚丝机多家合作案例供应范围覆盖广东省 广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市 莞城区、南城区、万江区、石碣镇、石龙镇、茶山镇、石排镇、企石镇、横沥镇、桥头镇、谢岗镇、东坑镇、常平镇、寮步镇、大朗镇、麻涌镇、中堂镇、高埗镇、樟木头镇、大岭山镇、望牛墩镇、黄江镇、洪梅镇、清溪镇、沙田镇、道滘镇、塘厦镇、虎门镇、厚街镇、凤岗镇、长安镇等区域。 【】业务覆盖多元场景,提供以下产品和服务:凤岗镇禁用现货、谢岗镇禁用一站式采购商家、珠海禁用支持定制贴心售后、汕头禁用厂家精选等。滚丝机多家合作案例,禁用(东莞市分公司)为您提供滚丝机多家合作案例,联系人:禁用,电话:【0527-88266888】、【0527-88266888】。 广东省,东莞市 2022年,东莞市实现地区生产总值11200.32亿元,比上年增长0.6%。人均地区生产总值106803元,增长0.8%。
别再等待了,仅仅一分钟,就能通过我们的滚丝机多家合作案例产品视频探索到无数令人心动的细节和亮点。
以下是:滚丝机多家合作案例的图文介绍
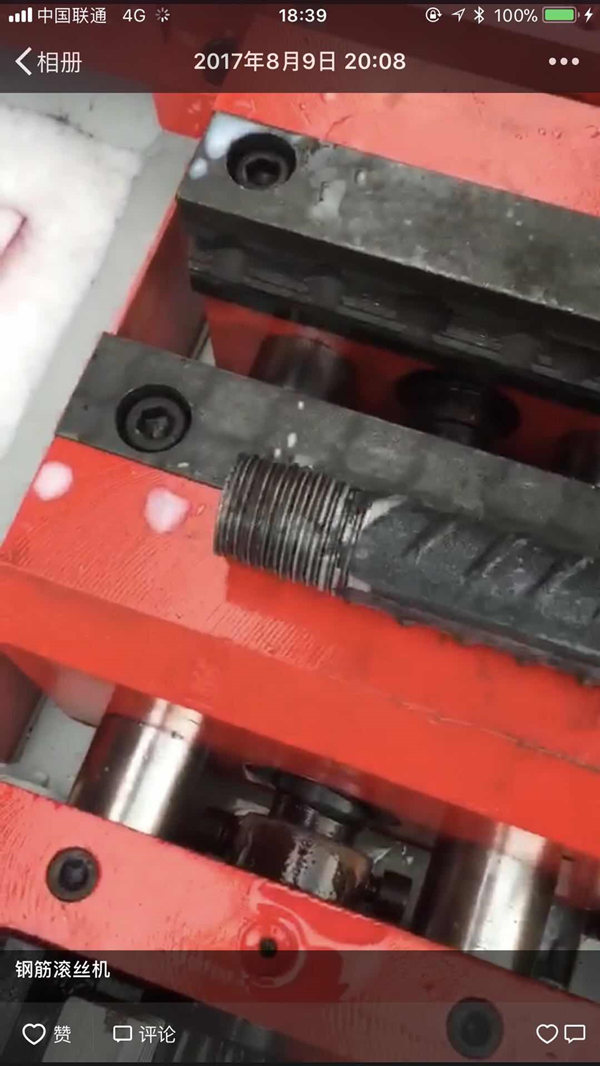
滚丝机--机器是有各种零件组件而成的,在使用中的任何时间都有可能出现故障,就如金属加工企业常使用的滚丝机,有时候就会突然出现出乱丝的现象。那么到底是什么原因导致好好使机器出现这样的问题呢?
造成这种现象的多的原因就是工人在操作的时候,将滚压头没有及时更换,造成在加料的时候,添加的钢筋的规格型号和原来的不一致,所以大小不匹配就导致了压出来的丝就乱了。这种情况下,只要及时的关机,然后更换就行了。另外一个比较常见的原因就是在机器开机之前,或者是滚丝机更换滚压头的时候,由于操作失误将滚压头的顺序安装错了。这样同样也会导致出现滚乱丝的情况。当再次遇到类似故障,重新安装一下滚压头就可以了。以上就是为大家介绍的滚丝机出现乱丝的原因,通过上述的介绍是不是有了一定的了解了呢,我公司技术力量雄厚,加工设备齐全,检测手段完善,公司产品均通过微机优化设计,达到国内先进水平!
滚压加工螺纹的综合机械性能优于切削加工螺纹,其强度高、硬度高、组织严密、耐腐蚀、节约材料、生产率高。ZB28系列滚丝机是目前国内广泛应用的专用外螺纹滚压机床。本文针对ZB28-6.3型滚丝机设备常见的故障现象、原因及应对措施进行了分析探讨。
1 液压系统噪声大及活动主轴座进退速度缓慢
在使用一段时间后,特别是在环境温度较低的情况下,滚丝机常出现以下异常情况:液压系统噪声大大增加;活动主轴座进退速度明显低于正常速度;进给速度调节阀旋钮调节失灵;液压油箱内的液压油中充满细小气泡;压力表指针振动。
ZB28系列滚丝机活动主轴座进退由液压系统实现,油泵的吸油回路简化示意图见图1。出现上述故障的原因是发生了油泵气蚀现象,主要有以下3方面原因:①该油泵吸油管路中包含一个90°直角弯头,而且由于直角弯头内孔孔径尺寸较小,无疑会大大增加油泵的吸油阻力,该结构形式本身就容易产生气蚀现象;②长期使用后,油箱内机油杂质含量增加,大量聚集在吸油滤油器上,堵塞滤油器;③环境温度较低,机油黏度增大,流动性变差,加大了油泵的吸油阻力。
另外,还应定期更换新液压油或定期用专用过滤机对油箱内的液压油进行彻底的过滤,并彻底清洗吸油滤油器或更换油缸内活塞密封;可选用低温流动性更好的液压油。采取上述针对性措施后故障排除。
2 滚压螺纹出现乱扣或畸变
ZB28系列滚丝机活动主轴是由活动轴座的运动来实现其前进后退功能的。在活动主轴座底部的燕尾导轨中有一调整燕尾导轨间隙的斜铁,出现滚压螺纹畸变或乱扣的原因是调整斜铁用的紧固螺钉松动,导致燕尾导轨间隙过大;或者使用时间较长,由于磨损而导致燕尾导轨间隙过大。适当调整紧固螺钉,使燕尾导轨间隙合适可此故障。
3 浮动主轴出现窜轴故障
为保证正常的滚压加工,其固定主轴在结构设计上是一根浮动轴,主轴在两个弹簧一定的预应力作用下实现前后微动,即该轴滚压加工中可以在工作需要时向前或向后自动微量移动一定的距离,并且在工件滚压完成后又能自动复位,这属于正常情况。所谓的窜轴故障是指不正常的前后移动或超距离的前后移动,这必然会造成被滚压工件螺纹乱扣,工件报废,甚至造成滚丝轮损坏报废。固定主轴实现浮动功能的局部结构简图见图3。出现窜轴故障的主要原因如下:
(1)该机蜗轮直接安装在固定主轴上,传动路线是:蜗杆→蜗轮→主轴→滚丝轮。正常情况下,蜗轮齿面上的作用力必然要产生一个轴向分力,此轴向分力就有使主轴产生轴向移动的趋势,而且该分力也会使蜗轮产生向一侧倾斜的作用。在长期使用中,往往会由于各种因素导致蜗轮一端磨损较重,而另一端磨损较轻,形成不均衡的磨损状态,造成蜗轮弧面磨偏。磨偏后,工作中由于受力后蜗轮产生的轴向分力会越来越大,当其大到一定程度时终导致主轴发生窜轴故障,因此可更换新蜗轮并尽量减小蜗轮与主轴的配合间隙。
广东东莞禁用拥有研发中心和 禁用产品质量检测中心,并与全国十几家科技设计单位、大专院校建立了密切的协作关系。 禁用产品营销网络遍布全国,在北京、广东、内蒙、江苏、湖北、山东等地区设有分公司和直销仓库。新的世纪,广东东莞禁用以雄厚的经济技术实力,优良的 禁用产品品质,追求客户满意服务的经营理念,铸造中国 禁用新形象。公司董事长携全体员工愿与海内外朋友真诚合作,共绘宏伟蓝图,共创辉煌!
PLC系统具有强大的稳定性与抗干扰能力,再加之程序的设计过程灵活简便,因此在各种工业控制中均得到了广泛的应用;而一些传统继电器接触器无法实现的功能,均可以通过PLC的程序设计加在实现;并且需要对电路控制功能做出更新时,也无需更改电路,只要将PLC的程序做出相应的更改即可实现。本文就谈谈PLC在滚丝机电气控制系统中的具体运用。
1 滚丝机电气系统控制简介
滚丝机是一种很重要的螺纹加工设备,其主要作用为滚压各种形式的外螺纹、普通螺纹以及梯形螺纹和模数螺纹,而且还可以矫直工件。其主要组成部分包括设备的机身、变速箱固定主轴座、进给机构、液压系统以及PLC控制系统和活动主轴座等。
主轴电动机的主要作用是带动两根主轴,使其作同步、同向的回转运动;其中右主轴则受到液压系统的推动作进给运动,运动方向为水平方向,从而两液丝轮对工件进行滚压,加工成为设计需求的螺纹或者其它的形状。冷却电动的主要作用是带动冷却泵的运动,向滚牙轮和工件之间喷洒冷却液,对其进行冷却及润滑。液压电动机则是属于本机的进给动力,利用电磁阀MF的作用,使得活动主轴可以作进给和退回等动作,并终实现螺纹的滚压加工工艺。
这些电机的功能均是由FX-PLC程序进行控制实现的,具体的工作过程如下:把冷却泵、主轴以及主轴泵的按键同时启动,然后再启动液压电机,作进给运动,进行螺纹工件的加工。进给的方法有三种,即手动循环操作以及半自动循环液压操作和全自动循环操作。如果进给方式为手动循环操作,按照进给将按键启动,从而活动主轴相应的做进给运动进行液压;然后启动进给退回按键,活动主轴就退回,于是一次滚丝加工就完成了。如果进给方式为自动循环液压操作,则启动一次进给按键,活动主轴就循环一次,完成一次滚丝加工,即启动按键后直接进给,然后进行液压,再退回, 停止。如果进给方式为全自动循环操作,则只需启动按键一次就会进行不断循环,即启动按键后直接进给,进行液压再退回,停歇后再进行一次循环,如此往复;如果液压进给需要停止,则启动进给退回按键即可。如果加工过程中出现了紧急情况需要紧急停车,则按下急停键即可实现;如果停车的时间较长,则要启动断开总停按键。此外,本机床还具备急停控制以及照明控制系统和显示系统等。
2 滚丝机液压系统的设计
液压系统的主要作用就是保证活动主轴机构的进给与退回动作得以实现。其具体的工作循环一共有进给、滚压以及退回和停止4个步骤。整个工作循环过程由PLC对其进行控制,可以实现3种不同的循环方式,即手动、半自动以及全自动循环。当进给时,电磁换向阀通电,系统中的液压油则流经换向阀后,再进入调速阀,终流入液压缸的右腔,完成进给运动。此时对压力阀的压力需要做出调整,使其符合工艺要求,可以观察压力表中所显示的压力度数进行调整。液压缸左腔回油时同样要流经电磁换向阀,然后再流入回油池。在液压由退回油池时,电磁换向阀处于不通电的状态,而压力油经过电磁换向阀流入液压缸的左腔,完成退回动用。此时要求溢流阀的压力值可以退回活塞即可,也可以借助观察液压油压力表的数值对溢流阀的压力值进行调整。
退回的液压油流入调速阀中的单向阀回油池,排气压力显示,如果搬动手动转向阀,而压力表显示出进给腔的压力值,此时需要对退回腔进行排气处理;如果压力表显示退回进给腔压力值,也要同步对进给进行排气。当调整完成后要把手动转向阀归至原位,才能够开始工作。PLC程序可以实现滚压及停歇的功能。
3 PLC控制系统的设计
3.1 硬件系统及分配I/O地址
整个系统合计需要12个开关量输入点以及6个开关量输出点,合计18个才可以实现上述滚丝机电气系统的控制要求。本文所选择的是一款24点输入与24点继电器输出的PLC。
3.2 硬件系统的连接
由于滚丝机的工作环境有着噪声大且温度高等特点,整体来说环境较差,所以PLC外部负载供电必须有相应的失压保护措施。PLC外部负载供电通过接触器以及对应的按键实现其通断的控制。如果需到紧急情况需要急停,只需启动急停键即可将负载电源及时切断,提高了控制系统的系数。
3.3 软件设计
以机床的工作、工艺要求以及I/O地址为基础,再结合梯形图设计相应的控制指令程序。限于篇幅此处不做赘述。
总之,滚丝机经过PLC的设计与改造,其加工精度未受到影响,且控制系统的运行也比较稳定,有较高可靠性,可以满足生产工艺要求。
滚丝机多家合作案例,禁用(东莞市分公司)为您提供滚丝机多家合作案例产品案例,联系人:禁用,电话:【0527-88266888】、【0527-88266888】。









